
通常,為了硬脆材料在去除之后刻印獲得較為光滑的加工表面,需要對金剛石切割片的進給速度、鋸切深度等參數進行優化,使材料的去出形式由以脆性斷裂為主逐步轉變成以塑性遷移為主,同時保證露出的金剛石磨粒等高性良好。
因此,塑性遷移痕跡能夠互相延展,最終就很可能形成較為理想的光滑加工表面。由于有序排列燒結金剛石切割片采用了加壓燒結生產工藝和磨粒有序排列工藝,因而較易保證出露的金剛石磨粒等高性良好,因此,如果控制好進給速度、鋸切深度等參數,是有序排列墻槽切割片加工硬脆材料就可以獲得較為理想的光滑加工表面。
盡管硬脆材料脆性很大,但是如果控制好進給速度,鋸切深度等參數,就能以塑性去除的方式加工硬脆材料。要實現以塑性去除的方式加工硬脆材料,需要滿足一定的切削條件,下面以壓頭斷裂模型來分析巖石、陶瓷和玻璃等脆性材料在壓頭作用下的變形機理。
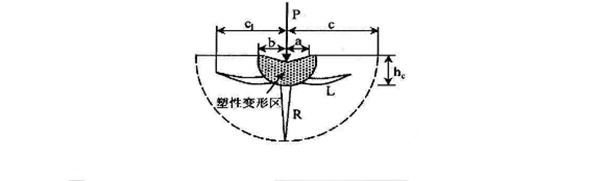
在壓頭斷裂模型中,存在一個臨界載荷Pc 時,Pc 決定某一固定脆性材料的變形方式,臨界載荷Pc 對同一種材料是固定的,可以通過下式進行估算。
式中,Kc 為材料的斷裂韌性,H為材料的硬度,
當外加載荷P大于臨界值Pc 時,脆性材料的損傷由側邊裂紋擴展程度所控制,當外加載荷P小于Pc 時,不會產生側邊裂紋,脆性材料的損傷只由表面壓痕的塑性變形程度所控制。
在金剛石切割片鋸切與磨削硬脆材料過程中,單顆金剛石磨粒可以視為壓頭一樣作用在硬脆材料表面。針對不同硬脆材料的性質與特點,如果控制好單顆金剛石磨粒的最大切削厚度不超過相應的臨界最大切削厚度,使用有序排列工藝的金剛石切割片加工硬脆材料,可以獲得較為理想的光滑表面。